一体化 MIM模具 制造
14年专注,铸造精品、 质量保证,客户至上
 | 全国服务热线 |
| 18913571597 |

| | 全国服务热线 |
| 18913571597 |

昆山专业MIM模具加工厂家在注塑过程中,浇口粘在浇口套内,不易脱出。开模时,制品出现裂纹损伤。此外,操作者必须用铜棒尖端从喷嘴处敲出,使之松动后方可脱模,严重影响生产效率。这种故障主要原因是浇口锥孔光洁度差,内孔圆周方向有刀痕。其次是材料太软,使用一段时间后锥孔小端变形或损伤,以及喷嘴球面弧度太小,致使浇口料在此处产生铆头。昆山专业MIM模具加工浇口套的锥孔较难加工,应尽量采用标准件,如需自行加工,也应自制或购买专用铰刀。锥孔需经过研磨至Ra0.4以上。此外,必须设置浇口拉料杆或者浇口顶出机构。

昆山MIM模具加工厂家有些塑料在注塑时需要在射料缸排气,让气体排出。多数情况下这些气体只是空气,但它可 能是熔融放出来的水分或单分子气体。这些气体若不能释放出去,气体会被熔胶压缩并带到 模具中,它就会扩展并在产品中形成气泡。要在气体到达射嘴或模具之前排掉它,降低或减 少螺杆根直径就可以在射料缸中为熔胶减压。MIM模具加工厂家在这里,气体就可以从射料缸上的孔或洞中排 出。然后螺杆根直径增大,并将去挥发物的熔胶适向射嘴。配备这项设施的注塑机称为排气 式注塑机。这种排气式注塑机的上方应该有催化燃器很好的排烟器,将可能有害的气体除去 。
昆山MIM模具加工应当注意,熔胶温度是很重要的,而所用的任何射料缸温度都只是指导性的。如果你没有加 工过某一特定塑料的经验,请从低的设定开始。通常温度设为低值,可防止塑料 在进料口中过早地熔化和粘连。昆山专业MIM模具加工厂家其它区的温度于是逐渐升高直至达到射嘴,为防止滴漏,在 射嘴尖端的温度往往稍低。模具也被加热、冷却,由于许多模具的尺寸关系,模具也被区分 ,但除非有说明,各区应该设定为同一大小的尺寸

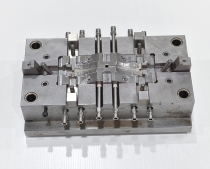
专业MIM模具加工厂家导柱损伤:导柱在模具中主要起导向作用,以保证型芯和型腔的成型面在任何情况下互不相碰,不能以导柱作为受力件或定位件用。在以下几种情况下,注射时动,定模将产生巨大的侧向偏移力:(1).塑件壁厚要求不均匀时,料流通过厚壁处速率大,在此处产生较大的压力;(2).塑件侧面不对称,如阶梯形分型面的模具相对的两侧面所受的反压力不相等。动模板弯曲:模具在注射时,模腔内熔融塑料产生巨大的反压力,一般在600~1000公斤/厘米。模具制造者有时不重视此问题,往往改变原设计尺寸,或者把动模板用低强度钢板代替,在用顶杆顶料的模具中,由于两侧座跨距大,造成注射时模板下弯。专业MIM模具加工故动模板必须选用优良钢材,要有足够厚度,切不可用A3等低强度钢板,在必要时,应在动模板下方设置支撑柱或支撑块,以减小模板厚度,提高承载能力。
联系我们
苏州宥安骏精密科技有限公司
联系人:张小姐
手 机:18913571597
传 真:086-0512-62923095
网 址:www.youanjun.com
 |  |
| 关注我们 | 微信公众号 |